
















Željeznički kotač
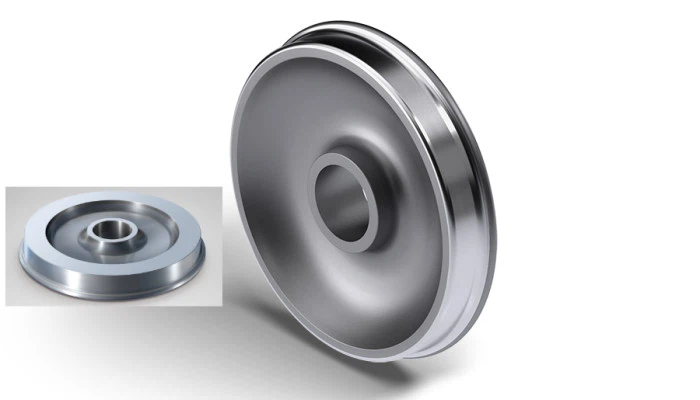
1) Željeznički kotači kritična su komponenta željezničkih sustava i smatraju se jednim od najkritičnijih sigurnosnih dijelova. To su kružni diskovi koji se okreću na tračnicama i nose težinu vlaka. Željeznički kotači se sastoje od kotača, osovine i ležajeva. Kotači su odgovorni za vuču vlaka i prijenos njegove težine na tračnice za glatko i učinkovito kretanje vlaka.
2) Proizvodnja željezničkih kotača uključuje složene procese proizvodnje i testiranja koji osiguravaju najvišu razinu kvalitete, trajnosti i sigurnosti. Sirovine koje se koriste za izradu željezničkih kotača općenito su lijevano željezo, čelik ili njihova kombinacija.
3) Proces proizvodnje počinje taljenjem sirovog materijala, koji se zatim lijeva u grubi oblik kotača. Grubi odljevak se zatim strojno obrađuje, tokari i toplinski obrađuje pomoću specijalizirane opreme kako bi se dobila željena završna obrada, točnost dimenzija i mehanička svojstva.
4) Nakon završne strojne obrade i procesa toplinske obrade, željeznički kotači podvrgavaju se različitim metodama ispitivanja bez razaranja kako bi se otkrili bilo kakvi površinski nedostaci ili pukotine. Kotači su također testirani na njihovu dinamičku izvedbu pod različitim opterećenjima i brzinama kako bi se osigurala njihova sigurnost i pouzdanost.
5) Općenito, željeznički kotači su ključne komponente koje zahtijevaju najviše razine kvalitete i trajnosti. S naprednim proizvodnim tehnikama, materijalima i metodama ispitivanja koji su danas dostupni, željeznički kotači mogu ponuditi odlične performanse i sigurnost za željezničke sustave diljem svijeta.

6) Visokokvalitetni set kotača izrađen je od 45# čelika kovanja, grube obrade, kondicioniranja i završne obrade. Tvrdoća toplinske obrade je HB305 ~ 385, a tvrdoća otvrdnutog sloja na dubini od 18 mm nije manja od HB250. Osovina kotača izrađena je od čelika 45# koji je grubo obrađen, kaljen i završen. Tvrdoća toplinske obrade je 250 ~ 280HB.

Materijal:
A) Ugljični čelik: A350LF2, A105, Q235, Q355D, A694F52, A516-GR65, EN10222, P280GH, P245GH, P250GH, JIS S25C, SS400, S20C, 16Mn, C22.8, Q345B/C/D, 1055, 1045, C50, C45, 10#, 20#, 35#, 45#, 40#, 50#, 55#, 60# i drugi otkovci od ugljičnog čelika.
B) Nehrđajući čelik: ASTM, A182, F304/304L, F316/316L, F316H, F310, F321, JB4728-2000, OCR18Ni10Ti, JB4728-2000, OCR17NI12Mo2, 2205, 2507 , 2103, 904L, 254SMD, 304LN , 316LN, 1CR13, 2cr13, 3cr13, 4cr13, 321, 302, W1813N, W2014N, W2018N, W2020N, P550, Cr18Mn18N, 06Cr19 Ni10(S30408), 022Cr19Ni10(S30403), 06Cr17Ni12Mo2(S31608), 022Cr17Ni 12Mo2(S31603), 06Cr25Ni20(S31008), 06Cr18Ni11Ti(S32168), 022Cr19Ni13Mo (S31703), 0Cr17Ni4Cu4Nb, 06Cr19Ni10N, 14Cr17Ni2, 13Cr1 3Mo, 06Cr13 i drugi otkovci od nehrđajućeg čelika.
C) Legirani čelik: 40Cr, 15CrMo, 20CrMo, 25CrMo, 30CrMo, 35CrMo, 35CrMoV, 42CrMo, 20Cr2Ni4, 20CrNiMo, 40CrNiMo, 30Cr2Ni2Mo, 35CrMoV, 12Cr1MoV, 38CrMoAl , 18Cr2Nio4W, 40CrNi2Mo, 30CrMnSi, 25Cr2MoV, 17 Cr2Ni2Mo, 20MnMo, 20MnMoNb, 34CrNi3Mo, 20CrMnTi, 40CrMnMo, 30Cr2Ni2Mo, 34CrMo1, 20CrMnMo, 24CrMoV, 30Cr2MoV, 34CrNi1Mo, 17Cr2Ni2Mo, 34CrNi3MoV, 20CrMnTi, A182F1, F5, F9, F11, F22, 12Cr2Mo1, 10Cr9Mo1VNbN (F91), 10Cr9Mo W2VNbBN (F92), 12CrMoV, 4140 , 4340, 4330, 4130, 4150, 9CR2MO, 17NiCrMo6-4, 18CrNiMo7-6, 30CrNiMo8, 34CRNIMO, 34CrNiMo6, 36CrNiMo4, 34CrNi3Mo, 40CRNIMO, 40CrNiMoA, 5 0CrMo4, Q345D, 300M, 17-4 PH, PH13-8Mo, 15-5PH, AerMet 100 i drugi legirani čelični otkovci.
- Promjer:Φ250, Φ350, Φ400, Φ500, Φ600, Φ700, Φ800, Φ 1000, Φ 1200 ili prema vašem zahtjevu
- tehnnique:Lijevanje ili kovanje
- Dubina gašenja:više od 25 mm
- Toplinska obrada:Kaljenje i kaljenje
- Temperatura radne okoline:-25 stupnjeva - plus 40 stupnjeva, relativna vlažnost Manje od ili jednako 85 posto
- Raspon referentne cijene:$80-1000/komad
- Nazivni kapacitet utovara:1~1200 tona

Skica

Prednosti
1. Povećana sigurnost:Željeznički kotači napravljeni su da izdrže ekstremna opterećenja i mogu se lako kotrljati preko neravnih ili grubih tračnica bez iskliznuća iz tračnica ili izazivanja nesreća.
2. Smanjeno trošenje:Željeznički kotači dizajnirani su tako da imaju dug životni vijek uz minimalno održavanje. To pomaže smanjiti trošenje i habanje tračnica, smanjujući troškove održavanja i povećavajući dugovječnost sustava tračnica.
3. Poboljšana učinkovitost:Željeznički kotači dizajnirani su za glatku vožnju, što znači da vlakovi mogu putovati brže i učinkovitije bez pretjeranih vibracija ili zveckanja.
4. Bolje rukovanje teretom:Željeznički kotači mogu podnijeti veće terete od drugih vrsta kotača, a također mogu prevoziti više vrsta tereta. To ih čini svestranijima od drugih vrsta kotača, koji se mogu koristiti samo za određene svrhe.
5. Niži trošak:Željeznički kotači općenito su jeftiniji od ostalih vrsta kotača, što ih čini pristupačnom opcijom za tvrtke koje trebaju prevesti velike količine robe na velike udaljenosti.
6. Ekološki prihvatljivo:Željeznički promet smatra se jednim od ekološki najprihvatljivijih oblika prijevoza tereta. Željeznički kotači ne proizvode štetne zagađivače kao drugi načini prijevoza, što ih čini ekološki prihvatljivom opcijom.
7. Smanjena prometna gužva:Željeznički prijevoz pomaže smanjiti prometne gužve na cestama i autocestama, što ga čini idealnim za prijevoz robe na velike udaljenosti.
8. Povećava povezanost:Željezničke pruge omogućuju povezivanje udaljenih područja i gradova s glavnim prometnim čvorištima, omogućujući učinkovito kretanje robe i ljudi na velikim udaljenostima.
Primjena
Kovani kotači vlakova jedna su od bitnih komponenti željezničke industrije. Koriste se u raznim primjenama, uključujući:
1. Putnički vlakovi:Kovani kotači za vlakove naširoko se koriste u putničkim vlakovima jer zahtijevaju visoke performanse i podvrgnuti su ekstremnim uvjetima. Pružaju stabilnost i smanjuju rizik od iskakanja iz tračnica, osiguravajući sigurnu i udobnu vožnju za putnike.
2. Teretni vlakovi:Teretni vlakovi prevoze teške terete i putuju na velike udaljenosti, što ih čini sklonima habanju. Kovani kotači vlaka pružaju potrebnu čvrstoću i izdržljivost da izdrže težinu tereta i smanjuju troškove održavanja.
3. Brzi vlakovi:Vlakovi velikih brzina zahtijevaju kotače vrhunske kvalitete koji mogu izdržati velike brzine, vibracije i promjene temperature. Kovani kotači za vlak nude ove karakteristike i jamče glatku i sigurnu vožnju za putnike.
4. Metro i laka željeznica:Kovani kotači za vlakove također se koriste u sustavima metroa i lakih željeznica, čime se dobivaju visokokvalitetni kotači koji su otporni na habanje i imaju dulji životni vijek. Ovi kotači dizajnirani su za stalno pokretanje i zaustavljanje koje zahtijevaju ovi sustavi.
5. Industrijske primjene:Kovani kotači vlakova također se koriste u raznim industrijskim primjenama kao što su dizalice, rudarska oprema i teški strojevi. Idealni su za aplikacije s velikim opterećenjem koje zahtijevaju vrhunsku čvrstoću i izdržljivost.
U zaključku, kovani kotači vlakova kritične su komponente željezničke industrije, nudeći vrhunsku kvalitetu, pouzdanost i trajnost. Koriste se u raznim primjenama i pružaju sigurnu i udobnu vožnju i za putnike i za teret.


Proizvodni postupak
Proizvodnja željezničkih kotača uključuje nekoliko koraka, uključujući sljedeće:
1. Priprema sirovina:Sirovine za proizvodnju željezničkih kotača uglavnom su čelik, uključujući ugljični čelik i legirani čelik. Sirovine se najprije tope u peći, a potom pravilno miješaju kako bi se postigao željeni sastav.
2. Casting:Rastopljeni čelik zatim se izlije u kalup kako bi se dobio oblik kotača. Kalup je pažljivo dizajniran kako bi se osiguralo da je kotač točno izliven.
3. Kovanje:Nakon što se sirovi kotač ohladi, uklanja se iz kalupa i podvrgava se procesu kovanja. Postupci kovanja uključuju zagrijavanje čeličnog kotača, a zatim njegovo udaranje čekićem ili prešanje kako bi se kotač točno oblikovao.

4. Podrezivanje:Nakon procesa kovanja, kotač prolazi kroz obradu. Podrezivanje uključuje uklanjanje viška metala s težine kotača kako bi se doveo do potrebne težine.

5. Toplinska obrada:Toplinska obrada radi se kako bi se povećala čvrstoća i trajnost željezničkog kotača kroz proces koji se zove kaljenje i kaljenje.

6. Strojna obrada:Nakon toplinske obrade kotač se strojno obrađuje kako bi dobio glatku površinu i okrugli oblik.

7. Inspekcija:Nakon strojne obrade kotač se podvrgava opsežnoj provjeri kako bi se osiguralo da zadovoljava industrijske standarde i specifikacije. Završna faza pregleda uključuje rendgensko i ultrazvučno ispitivanje kako bi se otkrili svi mogući nedostaci ili pukotine.

8. Bojanje i pakiranje:Posljednji korak je bojanje kotača i njegovo pakiranje u sanduke, spremne za otpremu na tračnice.


Pregled radionice
Tvrtka je instalirala inteligentnu platformu za upravljanje opremom, te instalirala 310 kompleta (setova) robota za rukovanje i zavarivanje. Nakon završetka plana bit će više od 500 kompleta (setova), a stopa umreženosti opreme dosegnut će 95 posto. Puštene su u rad 32 linije za zavarivanje, planira se instalirati 50, a postignut je stupanj automatizacije cjelokupne proizvodne linije.





Popularni tagovi: željeznički kotač, kineski proizvođači, dobavljači, tvornica željezničkih kotača
Sljedeći
neMogli biste i voljeti




Pošaljite upit